
服务热线:027-82638412
服务热线:027-83537266
传真: 027-83592799-802
地址:湖北省武汉市硚口区
古田二路南泥湾大道37号汇丰企业总
部1号楼A座...
您所在位置:首页 > 系统解决方案 > 电炉系统解决方案
电炉系统解决方案
轧辊制造企业热处理车间炉群温控系统解决方案
一、 项目概况:
1、设备分布:
车间的热处理设备主要包括:高温炉、中温炉、低温炉、淬火机床。分东、西、南控制室三处集中监控。西控制室负责管理 高温炉-7~9号(3 台);中温炉-3~6号(4 台);低温炉-10~11号(2 台);共 9 台电炉以及 3 台淬火机床。东控制室负责管理 高温炉-13~16号(4 台);中温炉-17~19号、25~27号(6 台);低温炉-12、20~24号(6 台)共 16 台电炉。南控制室 中温炉-1~2;井式炉 1~3(3 台);共 5 台。
2、仪表配置:
温控仪表共有 123 台,均没有配置与通讯接口。其中富士 PXX-9 型和 PXR-9 型共 52 台;欧陆 3504 型、2704 型 2604 型共 71 台,实际配置尚缺 9 块:其中富士表缺 3 块,欧陆 2704 缺 2 块,欧陆 2604 缺 3 块,欧陆 3504 缺 1 块。控温方式全部采用可控硅周波过零调功方式,执行元件全部采用单项反并联或双向可控硅。炉壁温度和铠装偶温度采用无纸记录仪,共有 30 台,
二、用户基本要求:
组建计算机炉群控制系统,对所有电炉实施全面监控和管理,同时生产管理部门能共享炉群控制系统的生产过程数据和有关数据库信息,消除企业信息壁垒,有利于生产效率的提高。
三、设计方案
1、设计原则
1.1、充分利用系统现有的仪表及电气设备,******限度的降低投资成本。
1.2、系统结构模式、系统基本性能按照升级后的模式进行。
2、方案概述
2.1、系统设置管理站、操作站、控制站三级系统结构模式。管理站(即服务器)一个;操作站 6 个,包括南控制区 1 个、西控制区 2 个、东控制区 3 个。控制站则利用现有的控制柜经改造后作为控制站。
2.2、管理站负责全车间所有电炉运行状态的监控,具备监控所有区域设备的能力,实时数据、历史数据、装炉数据库信息、网络设备运行状态等被集中管理;同时还作为数据发布服务器,响应被授权的浏览器客户端的请求并向客户端提供有关监视画面、历史数据记录、操作记录、工艺工件管理数据等生产过程信息。
2.3、操作站负责所控区域设备的工艺和设备运行数据的采集、运行状态集中监控、工艺编辑和下达工艺运行指令、工件信息录入保存、历史、实时数据或曲线的追忆、故障报警记录、各种报表的生成、并根据需要进行相关查询等工作。
2.4、暂时不考虑将淬火机床的控制系统引入群控系统。或淬火机床、只将主要测控点引入管理站或操作站作为对其运行状态监控,其原来的控制系统不改变。
2.5、控制站由现有控制柜组成,现有控制柜须进行以下改造工作:
A、温控表、记录仪等仪表增加通讯功能,并数量配置齐全。
B、增加每区每相电流信号采集功能。
C、可控硅触发方式由过零调功方式改为移相调压方式。
2.6、配置 4 个客户端接口分别设在车间主任、设备科、工艺技术科等部门。客户端计算机可利用各部门现有的计算机安装编制监控软件,通过网络和编制的监控软件查询、读取所需要的原始数据。
3、系统信息传输
在硬件连接方面先以串口通讯服务器通过 RS485 连接仪表,电度表,测温模块。然后由串口通讯服务器以以太网的形式连接至交换机接入到生产网中。各控制室计算机及主任办公室计算机通过各自的交换机接入到生产网中。
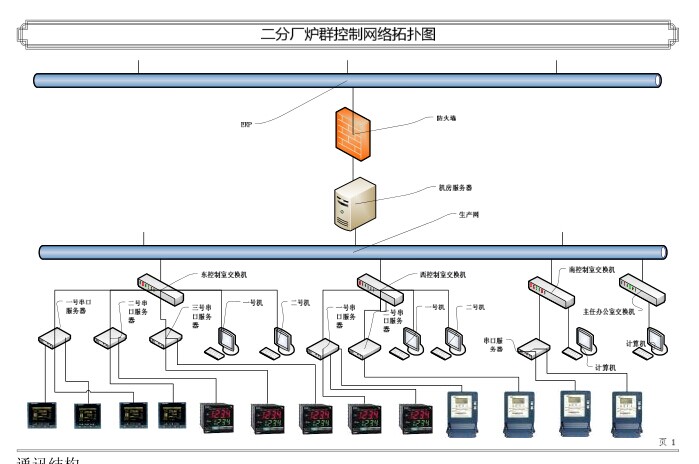
4、通讯结构
由于下位仪表全部采用 RS485 形式的通讯,而 RS485 为独站式通讯,为达到在多个物理
位置上对任意一台的设备的监测与控制,故采用了由两台计算机以双击冗余的形式和下位仪
表进行通讯。其他计算机为客户端,通过通讯站对下位仪表进行操作。作为通讯站的两台计
算机为一主一备同时连接系统,当工作站发生故障备用站自动切换成工作状态,保证了系统
的可靠性。
.jpg)
四、系统基本功能
管理站基本性能 界面介绍:
1、 实时监控
可以全面的监控多个设备的实时工作情况,比如电流,温度,输出百分比,功率,电表表底,运行时间,剩余时间,仪表通讯/工作状态。
2、 历史监控
该界面用于查询设备实时测量的历史记录,包括历史温度,能耗,电流的报表式,曲线式记录。
3、工艺监控
用来监视某台设备的工艺运行的详细情况,包括设定工艺,实际运行情况运行状态,运行时间,并对设备实现分区控制。
4、工艺管理界面
该界面可以查看各区的加热曲线的参数设置,并有工艺库功能。可以存储,调用,修改工艺,并能以曲线形式反映加热参数。
5、生产记录:
该界面用于查询工件装炉信息的历史记录,可以设置多个查询条件并灵活组合,查询得出的结果后导出后以 excel 的形式保存。
- 上一条产品:某企业老式工业炉温控系统改造方案
- 下一条产品:某汽配公司工业炉控制系统设计方案

